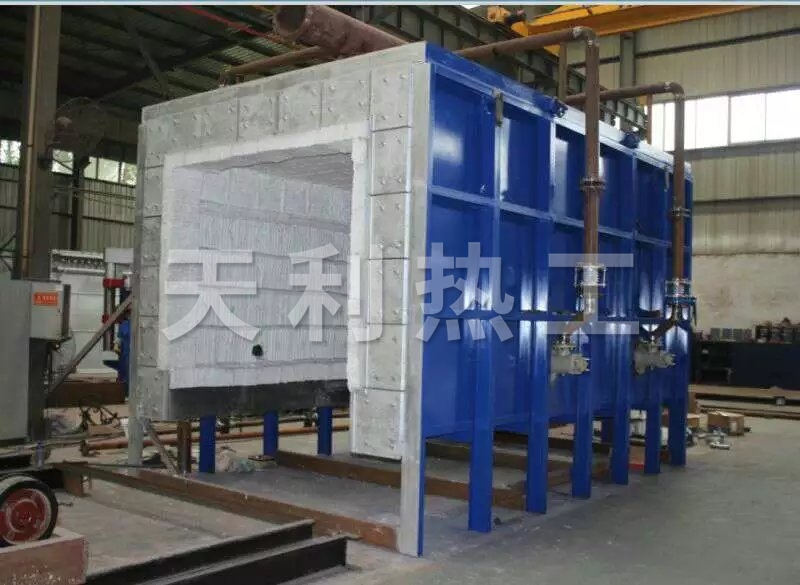
1、生產范圍
罐式去應力退火工藝爐主要用于銅單線的去應力退火工藝,線徑範圍:0.40~3.25mm。2、開機前準備
2.1 開始準備著實產用的檢具及機器,并檢驗校對計量檢測器械是準確性 2.2 檢驗吊機,真空體泵,測試儀器,儀容儀表等產生設備可不可以完整,正常情況下,還應檢驗固溶處理爐中的發熱的原因開關元件有否損毀,如果有損毀應立即修補 2.3 銅單線熱處理回火時,應檢杳熱處理回火鋼罐要不要漏氣。告之漏氣應請理封好性能槽及封好性能膠圈3、開機步驟及操作要點
3.1 將檢驗檢測好的銅單線用吊裝作業勾子吊起,比較慢地吊入固溶處理鋼罐中,解決碰傷導體 3.2 將銅單線填滿罐后,蓋起來罐蓋,扭緊罐蓋螺栓標準 3.3 重啟機械泵室泵,把機械泵室排水管插上去熱處理回火鋼罐調節閥 ,抽機械泵室使機械泵室阻力表指未到流程讓阻力時關閉調節閥 ,再關機械泵室泵拆出來排水管,再插上去二脫色的碳排水管,開調節閥 充二脫色的碳使機械泵室阻力表標識在流程讓阻力就行。充氣式時先開氣瓶壓差大閥,后開氣瓶超超高壓閥。關氣時應當先關超超高壓閥,后關壓差大閥 3.4 將充好其他氣體的淬火鋼罐吊入電暖爐中,按加工制作加工 的標準要求平均溫度因素實行加溫,并插上罐蓋冷卻后排污管打開微信水制,在加溫具體步驟時需全面檢查爐柔和氣壓表。加熱至加工制作加工 的標準要求的淬火平均溫度因素后,必定繼讀保溫,保溫時間間隔按加工制作加工 法律規定執行工作 3.5 將降溫鋼罐從發熱器爐中吊出處于大理石地面,讓其在氣氛中保壓至走到施工方法特殊規范要求的自然生態保壓時間再倒入池子中保壓,按施工方法特殊規范要求的浸水時間使用浸水,走到時間后開罐出線,出線要細心輕放,解決碰傷銅芯 3.6 在熱處理操作整個過程中如看見罐里的標準壓力表就不是一步一步升,往往是一步一步越來越低時,詳細說明鋼罐漏氣,需要通過采取充二陽極氧化碳等修補預防措施。在煮沸操作整個過程中若標準壓力表升達到0.1Mpa需要放氣至0.01Mpa。防備標準壓力表過公使鋼罐發生形變 3.7 每罐出線都都要按品形碼放在同一位子,杜絕碰傷,查檢外表水平,并通知范文查驗員采樣查驗電線的機誡功效和電功效,技術 收合適的產品設備都掛上合適價簽,還有要慎重要做好記下4、質量要求
4.1 銅單線單單從漆層不恰有扭傷和碰傷,單單從漆層應清亮,不恰有硫化顏色變化明顯 4.2 經淬火后的銅單線設備使用效能和電使用效能應適合GB3953-83標準的標準要求5、質量門題的產生原因及防止方法(見下表)
| 質量問題 | 產生原因 | 防止方法 |
| 表面碰傷擦傷 | 1.運輸過程中不注意碰傷 | 1.小心運輸 |
| 2.水泥地面不平整擦傷 | 2.修整地面 | |
| 3.進出罐時碰傷 | 3.小心裝罐 | |
| 2銅線表面氧化變色 | 1.抽真空不夠 | 1.按工藝要求 |
| 2.銅線表面有油污 | 2.擦去表面油污并反饋拉線工序 | |
| 3.線盤帶油 | 3.帶油線盤不得退火 | |
| 4.罐蓋密封不好 | 4.清理密封槽及更換密封膠圈 | |
| 5.二氧化碳氣體不純 | 5.更.換氣體 | |
| 6.出罐時溫度過高 | 6按工藝要求出罐 | |
| 3.銅絲粘結 | 1.退火溫度太高,或保溫時間過長 | 1.按工藝要求控制 |
| 2.線盤收線張力過緊 | 2.拉絲工序必須調節好收線張力 |
6、交***及工藝記錄
 掃解決 加手機微信
掃解決 加手機微信

 18812490871
18812490871
 產品快速導航
產品快速導航

 掃一掃 關注天利
掃一掃 關注天利

 新地址:延津縣產業鏈積累區北區307線
新地址:延津縣產業鏈積累區北區307線 聯絡人:李業務經理
聯絡人:李業務經理
 小米5手機:18812490871
小米5手機:18812490871 電銷:0373-7750000
電銷:0373-7750000 郵件地址:tianliluye@163.com
郵件地址:tianliluye@163.com