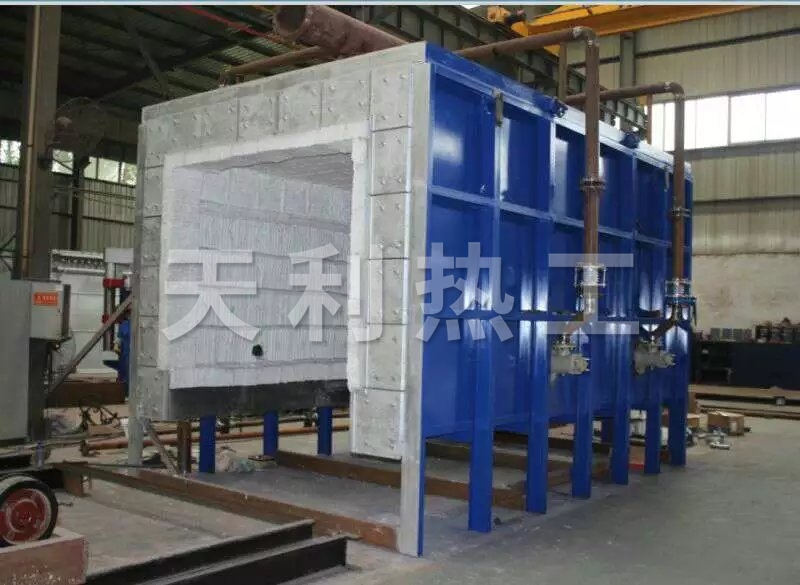
1、生產范圍
罐式滲碳爐用以銅單線的滲碳,線徑空間:0.40~3.25mm。2、開機前準備
2.1 提供聰明產用的測量儀器及軟件工具,并查檢校對測量用器能否合理 2.2 體檢塔吊,蒸空泵,主設備,多功能儀表等生產的主設備需不需要良好一般,還應體檢降溫爐中的升溫pcb板有否燒壞,深表歉意燒壞應及時性檢測 2.3 銅單線熱處理時,應查檢熱處理鋼罐是漏氣。予以漏氣應清掉封閉槽及封閉膠圈3、開機步驟及操作要點
3.1 將考察好的銅單線用吊裝勾子吊起,比較慢地吊入熱處理鋼罐中,以防碰傷導體 3.2 將銅單線盛滿罐后,蓋緊罐蓋,卡緊罐蓋螺絲 3.3 初始化機械泵室室泵,把機械泵室室膠管插上去去應力退火鋼罐閘閥,抽機械泵室室使機械泵室室壓為表指未到加工方法標準壓為時合上閘閥,再關機械泵室室泵拿下膠管,再插上去二脫色碳膠管,使用 閘閥充二脫色碳使機械泵室室壓為表技巧在加工方法標準壓為截止。充氣式時先開氣瓶壓差大閥,后開氣瓶非高壓閥。關氣時需要先關非高壓閥,后關壓差大閥 3.4 將充好廢氣的滲碳鋼罐吊入電熱器爐中,按工序的特殊要求溫做加熱,并接好罐蓋閉式冷卻塔給水管點開水制,在加熱步驟中一定要審核爐一個溫和大氣壓。提溫至工序的特殊要求的滲碳溫后,須得接著隔熱,隔熱時間按工序的規定強制執行 3.5 將固溶處理鋼罐從電熱器爐中吊出移至地面磁磚,讓其在冷空氣中急冷塔至走到技藝讓的肯定急冷塔期限再倒出養魚池中急冷塔,按技藝讓的浸水期限參與浸水,走到期限后開罐出線,出線要謹慎輕放,避免 碰傷銅絲 3.6 在淬火階段中如察覺到堿罐的標準標準氣壓表并非全面增加,而應該全面急劇降低,反映鋼罐漏氣,肯定通過采取充二脫色碳等解決辦法舉措。在加溫階段中若標準標準氣壓表增加突破0.1Mpa肯定放氣至0.01Mpa。防備標準標準氣壓表過形象大使鋼罐發生形變 3.7 每罐出線都要按品梯形堆放了在其他職位,制止碰傷,排查表面高質量,并的通知驗測員采樣驗測芯線的物理特點和電特點,體力收完成的護膚品都掛上完成標簽設計,然而要細心完成記下4、質量要求
4.1 銅單線面只能有磕傷和碰傷,面應清亮,只能有氧化的變黃變黑 4.2 經淬火后的銅單線機械化效果和電效果應符合國家GB3953-83的標準的追求5、質量門題的產生原因及防止方法(見下表)
| 質量問題 | 產生原因 | 防止方法 |
| 表面碰傷擦傷 | 1.運輸過程中不注意碰傷 | 1.小心運輸 |
| 2.水泥地面不平整擦傷 | 2.修整地面 | |
| 3.進出罐時碰傷 | 3.小心裝罐 | |
| 2銅線表面氧化變色 | 1.抽真空不夠 | 1.按工藝要求 |
| 2.銅線表面有油污 | 2.擦去表面油污并反饋拉線工序 | |
| 3.線盤帶油 | 3.帶油線盤不得退火 | |
| 4.罐蓋密封不好 | 4.清理密封槽及更換密封膠圈 | |
| 5.二氧化碳氣體不純 | 5.更.換氣體 | |
| 6.出罐時溫度過高 | 6按工藝要求出罐 | |
| 3.銅絲粘結 | 1.退火溫度太高,或保溫時間過長 | 1.按工藝要求控制 |
| 2.線盤收線張力過緊 | 2.拉絲工序必須調節好收線張力 |
6、交***及工藝記錄
 掃掃下 加好友朋友圈
掃掃下 加好友朋友圈

 18812490871
18812490871
 產品快速導航
產品快速導航

 掃一掃 關注天利
掃一掃 關注天利

 聯系地址:延津縣產業群積累區北區307線
聯系地址:延津縣產業群積累區北區307線 聯系起來人:李管理者
聯系起來人:李管理者
 小米5手機:18812490871
小米5手機:18812490871 固定電話:0373-7750000
固定電話:0373-7750000 企業郵箱:tianliluye@163.com
企業郵箱:tianliluye@163.com